
トリマーは溝堀り加工や面取り加工などを行うのに便利な電動工具です。
トリマーを使いこなすことが出来れば、ワンランク上の木工作品がつくれます。
これからトリマーを使ってみたい方のために、トリマーの基本的な構造と使い方についてご紹介します。
りょう(DIYアドバイザー)
トリマーの基本的な構造
トリマーの基本的な構造を、リョービの電子トリマー・TRE-60Vを例にご紹介します。



トリマーは大きく分けて、本体とベースから構成されています。
加工する材料の上にベースプレートを密着させながら移動させ、コレットチャックに取り付けられた各種のビットを高速回転させることによって木材を削っていきます。
ビットはコレットチャックによってしっかりと固定されています。
ビットの上下の調節は、ベースの上部に付いているクランプレバーをゆるめ、リングを回転させることによってベースプレートを上下して調節します。
位置が決まったらクランプレバーを締めて固定します。
ベースプレートの固定の方法や、上下して調節の方法については他のやり方もありますが、基本的なビットの上下の調節の方法は同じです。
この時点では、ビットの調節はおおよその目安となります。
ビットの刃物形状というのは、非常に正確にシビアに作られていますので、ビットの上下の調節も非常に微妙で、わずかの違いで加工の形状が変わってきます。
本体の製品の加工に入る前に、不要の材料を使ってテスト加工を行って、ビットの上下位置を微調整します。
トリマーの基本的な使い方
使用前の確認
トリマーを使用するにあたって、電源プラグをコンセントに差し込む前に、次の3点について確認をします。
スイッチのOFFを確認する。
まず最初に電源プラグをコンセントに差し込む前に、スイッチが切れていることを確認します。
スイッチが入っている状態で電源プラグをコンセントに差し込むと、いきなりビットが高速回転しますので、非常に危険です。
必ず電源プラグをコンセントに差し込む前に、スイッチがOFFの状態であることを確認します。
TRE-60Vのスイッチは、一番上の部分に付いており、上下にスライドさせるようになっています。


上にスライドさせるとスイッチが入り、下に下げるとスイッチが切れるようになっています。
スイッチのON/OFFの切り替え方法は、メーカーや機種によって異なっていますので確認してください。
使用する電源を確認する。
電動工具には銘板(ネームプレート)と呼ばれているものが付いています。
銘板にはおおむね次のような事項が記されています。
① メーカー名(ブランド)
② 製品名
③ モデル名
④ 製造番号
⑤ 絶縁マーク
⑥ 警告
⑦ 定格電圧、定格周波数、定格消費電力
下記の写真がTRE-60Vに付いている銘板になります。

上記の中で特に確認していただきたいのが、使用する電源の定格電圧になります。
TRE-60Vの定格電圧は100Vとなっています。
一般家庭の電源は100Vとなっていますので問題ありませんが、工場などで使用される場合は、100V以外の電圧の場合もあります。
定格電圧より高い電圧を使用すると、回転数が異常に高回転となってしまいます。
二重に書かれている四角のマークは、ダブル絶縁であることを示しています。
絶縁構造にはシングル絶縁とダブル絶縁が有り、シングル絶縁はアースが必要ですが、ダブル絶縁は必要ありません。
丸形PSEマークは、電気用品安全法で「特定電気用品以外の電気用品」に付けられているマークです。
省令で定められている電気用品の技術基準に適合していることを示しています。
ビットの固定を確認する。
電源プラグをコンセントに差し込む前とスイッチをONにする前に、今一度ビットの固定具合を確認します。
ビットはコレットナットを締めることによって、中にあるコレットチャックがビットの軸を締めて固定します。
緩んでいると危険ですので確認しましょう。
スイッチのON/OFF
リョービのTRE-60Vのスイッチは、スイッチを上下にスライドさせてONとOFFの切り替えを行います。
その他には、スイッチレバーを左右に倒して切り替えを行うタイプのものもあります。
またTRE-60Vの場合は、スイッチをONにするとスピンドルの横に付いているLEDライトが点灯するようになっています。
スイッチを切ると自動的にLEDライトも消えるようになっています。
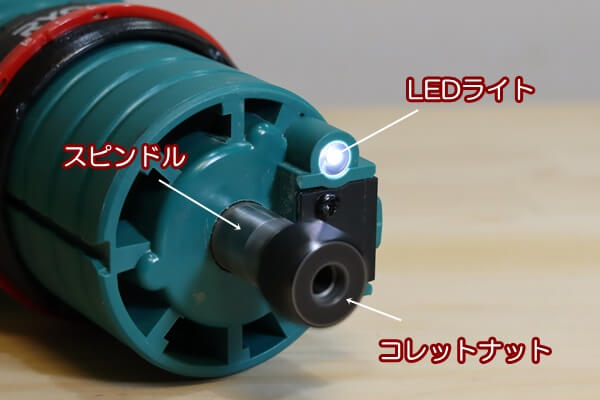
切削部分を明るく照らしてくれますので、付いていると便利な装備といえます。
回転数の調整
TRE-60Vは、ビットの回転数を16,000~30,000min の間で、6段階の無段変速が可能です。
本体頭部に1から6までの目盛りのついたダイヤルが付いています。
このダイヤルを回してビットの回転数の調整を行います。
取り扱い説明書に書かれている目盛りと回転数の関係は以下のようになっています。
| 目盛 | 1 | 2 | 3 | 4 | 5 | 6 |
| 回転数 | 16,000 | 19,000 | 21,500 | 24,500 | 27,000 | 30,000 |
| 材質 | ←堅い材料 柔らかい材料→ | |||||
回転数と材質との関係は、切削量、ビットの種類、移動速度などの条件によって変わりますが、一般的には、堅い材料は回転数を遅く、柔らかい材料は回転数を上げます。
堅い材料:樫、ナラ、オーク、ハードメイプル、チェリーなどの広葉樹。
柔らかい材料:杉、松、スプルース、パインなどの針葉樹。
特に堅い材料の場合、回転数を上げすぎると切削面が焦げる場合があります。
切削面に生じる焦げは、トリマーの移動速度が遅すぎても生じます。
また逆に移動速度が早すぎても焦げが生じる場合があります。
焦げの発生については、ビットの種類、切削量、回転数、移動速度、材料などの条件によって変わってきます。
本番の加工前に、テスト加工を行って適正な条件を見つけてください。
ベースの脱着
ビットを交換する場合は、ベースを本体から外して行います。
まず最初にベースの外し方からご紹介します。

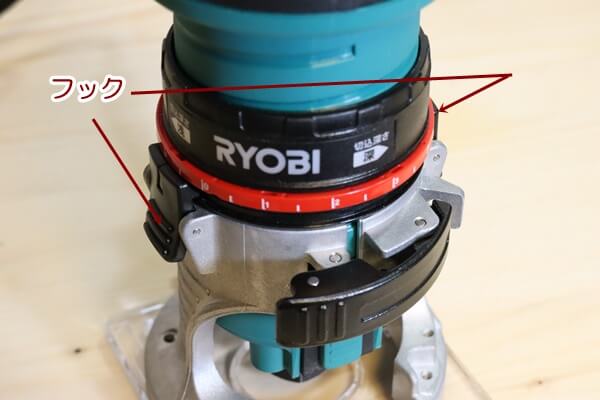
ベースの上部の正面にベース脱着用のクランプレバーが付いています。
上記の写真の状態は、固定されている状態となっていますので、矢印方向にレバーを開くと固定が解除されます。
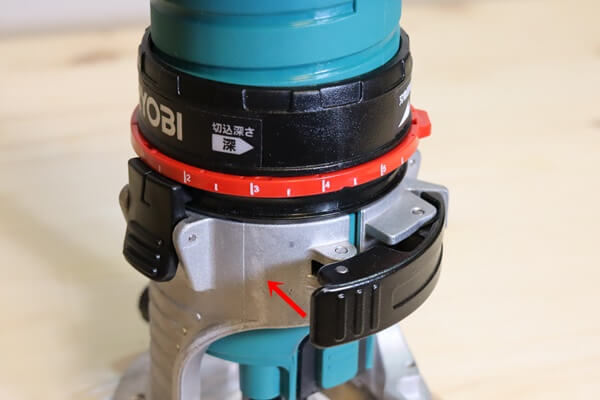
下の写真がクランプレバーが解除された状態です。

次にベースの上部の両側面2か所にフックが付いています。
フックは上部の内側がカギ状になっており、リングの下部のミゾにはまっています。
フックの下部を押さえるとカギがミゾから外れますので、そのままの状態で本体を上に引き上げると、本体からベースが外れます。


ベースを本体に取り付ける場合は、クランプレバーが解除されている状態で、本体をベースに差し込みます。

フックの内側のカギがリング下部のミゾにはまるまで押し込みます。
フックの内側のカギがリング下部のミゾにはまると、「カチッ」と音がします。

次に解除された状態のクランプレバーを矢印の方向に押さえます。
このときも「カチッ」と音がして固定されます。

ビットの取り付けと取り外し
ビットの取り付け、取り外しを行う場合は、まず最初に本体からベースを外します。

ベースの外し方は、前の項目の「ベースの脱着」を見て下さい。
なおビットの取り付け、取り外しを行う場合は、スイッチをOFFの状態にし、必ずプラグをコンセントから抜いて行ってください。
ビットの取り付け方
スピンドルロックボタンを押さえながらスピンドルを手で回すと、ボタンが沈み込みスピンドルの回転が止まる所があります。
スピンドルが止まった状態のまま、スピンドルロックボタンを押さえながら付属の片口スパナでコレットナットを矢印の方向(反時計回り)にまわしてゆるめます。

ビット取り付け部の構造は以下の写真のようになっています。
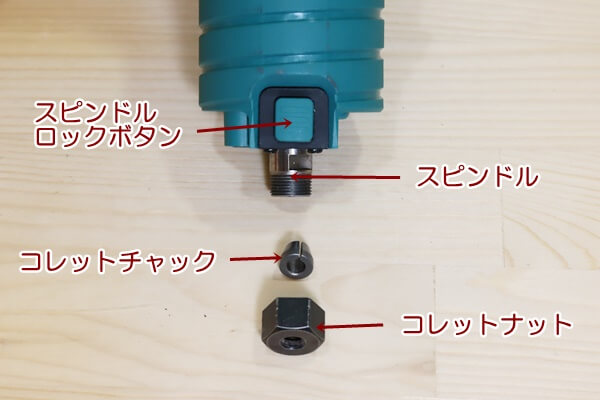
回転するスピンドルの中にコレットチャックが入っており、コレットナットを回すことによってコレットチャックがビットの軸を締めたりゆるめたりしています。
実際のビットの交換時は、上記の写真のように分解する必要はなく、コレットナットを少しゆるめるだけでビットの交換が可能です。
ビットを取り付ける際は、スピンドルの中にコレットチャックを入れ、コレットナットを軽く取り付けた状態でビットの軸を奥まで差し込みます。

次にスピンドルロックボタンを押してスピンドルが固定された状態でスパナを矢印の方向(時計回り)に回してしっかりと絞めつけて固定します。

この段階で、プラグをコンセントに差し込みスイッチを入れてみて、ビットがしっかり固定されており、軸にブレがないことを確認してください。
問題がなければベースを本体に取り付けます。
ビットの取り外し方
ビットを取り外す場合は、ベースを本体から外し、スピンドルロックボタンを押してスピンドルを固定した状態でスパナでコレットナットをゆるめて外します。
ビットはコレットナットを少しゆるめれば外れます。
なおリョービのTRE-60Vについては、スピンドルを固定するためのスピンドルロックボタンが付いていますが、付いていないタイプのトリマーもあります。
この場合は、スパナが2個付属されていますので、片方のスパナでスピンドルを固定し、もう一方のスパナでコレットナットを回します。
切込み深さの調整
ビットによる切込み深さの調整は、ベースプレートを上下することによって行います。
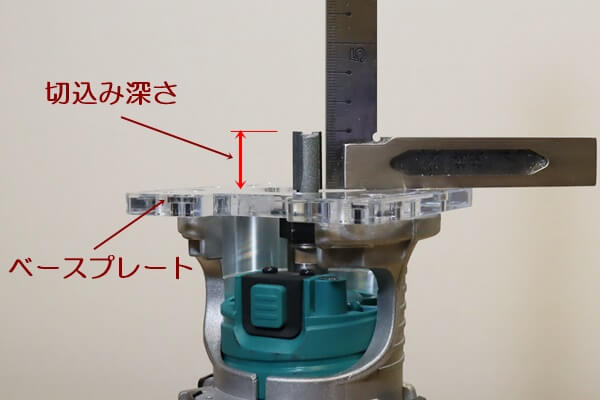
上記の写真はトリマーの上下を逆にしたものです。
ビットによる切込み深さは、ベースプレートの下面からビットの先端までの寸法です。
したがってビットの切込み深さの調整は、ベースプレートを上下して行います。
切込み深さの寸法を正確に測る場合は、上記の写真のようにスコヤなどを使って測ります。
リョービのTRE-60Vの場合のベースプレートの上下の方法についてご紹介します。

上記の写真の状態はクランプレバーが閉じていますので、ベースが本体に固定されています。
まず最初にクランプレバーを矢印の方向に開き、固定を解除します。
次にリングを回転させてベースに固定されているベースプレートを上下させて切込み深さを調整します。
リングを左の方に回すとベースが下がってきますので、切込み深さは深くなります。
逆に右に回すとベースは上昇しますので、切込み深さは浅くなります。
切込み深さが決定したら、クランプレバーを締めて固定します。
TRE-60Vの場合は、リングに目盛ダイヤルが付いており、ベースプレートの上下の移動量の目安が分かるようになっています。
なおベースの上下の方法については、TRE-60Vの場合をご紹介しましたが、タイプによって他のやり方もありますので、機種ごとの操作方法を参照してください。
加工を開始するときの基本
1、加工する材料はクランプなどで動かないようにしっかりと固定します。
加工中に材料が動くと危険ですし、きれいな加工ができません。
クランプで固定する場合は、2ヵ所以上で固定するようにしてください。
1ヵ所だけで固定すると、固定したところを中心に材料が動いてしまう場合があります。
2、加工中に回転しているビットに電源コードが触れないように、トリマーの移動方向を確認し、電源コードを離しておきます。
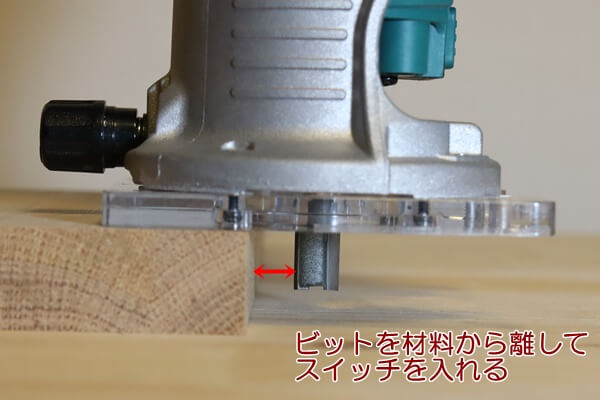
3、スイッチをONにするときは、ビットが材料に当たらないところでスイッチを入れます。
そしてビットの回転が一定の速度になってからビットを材料に当てて加工を開始します。
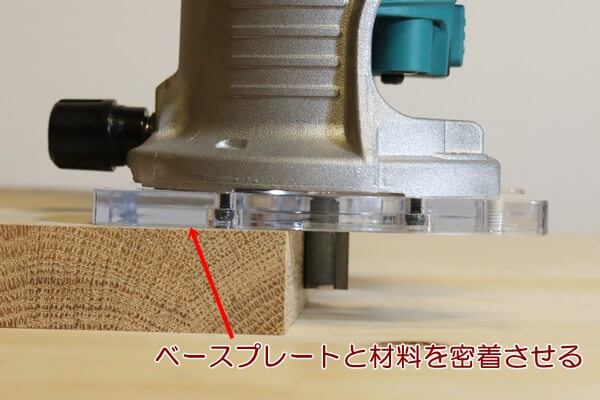
4、加工するときは、ベースプレートの下面を常に材料に密着させておきます。
5、加工を中断するときは、必ずプラグをコンセントから抜いておきます。
トリマーは動かす方向に注意
トリマーのビットは本体の上から見た場合、右回転となります。
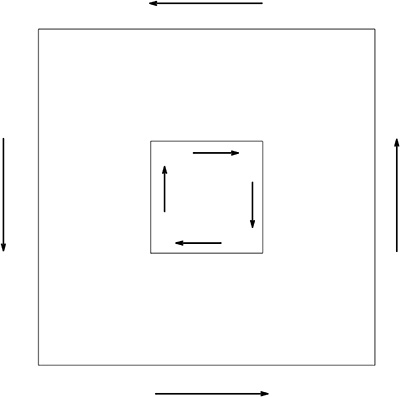
したがって、トリマーを動かす場合は、下に書いています図のようにビットが回転して木材を削る方向と同じ方向に移動するようにしてください。
![201412121[1]](https://kagu-diy.com/wp-content/uploads/2016/03/2014121211.jpg)
逆方向(図では下方向)に動かしますと、ビットがうまく削れなくなり、ビットの刃が木材にひっかかり、丸ノコでカットする場合に起こるキックバック現象が起こる可能性があります。
キックバックが起こりますと、ビットの回転力の力によって本体が飛ばされる場合があり、非常に危険です。
したがって、加工する材料の外周を加工する場合と、くり抜いた内側を加工する場合とでは、当然動かす方向が違ってきます。
外周を加工する場合は、左回り、内側を加工する場合は、右回りとなります。
言い換えると、移動方向に向かって材料の右側にビットがくるようにします。
加工する前には、必ずビットの移動する方向を確認して加工作業に入るようにしてください。
移動速度はテストしてつかむ
本体の移動速度は、材料、ビットの種類、切削量によって適切な移動速度があります。
またビットの回転数が変更できるトリマーの場合は、ビットの回転数によっても異なってきます。
移動速度が速すぎると本体やビットを傷める原因となります。また切削面がきれいになりません。
逆に本体の移動速度が遅すぎると、摩擦熱で切削面が焦げてしまいます。
切削面の焦げについては、移動速度が速すぎても焦げる場合があるので注意が必要です。
本番の加工を始める前に、不用な材料を使って試し加工を行い、適切な移動速度を見つけてください。
ストレートガイドの使い方
ほとんどのトリマーには、付属品としてストレートガイドというものがあります。
ストレートガイドを使って、溝加工、面取り加工の直線加工、円加工などができます。
溝、面取り加工
溝、面取り加工をする場合は、ストレートガイドを以下の写真のように組み合わせます。
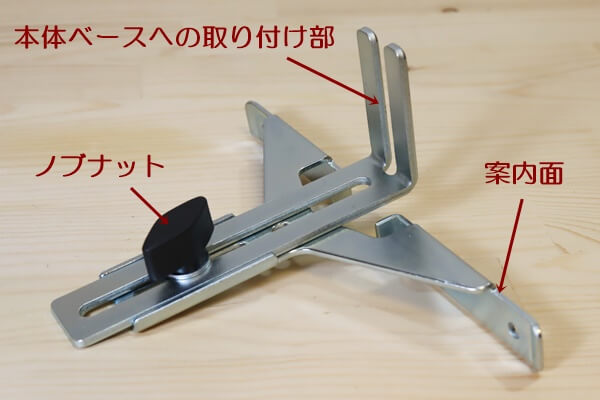
上記のストレートガイドを本体のベースにノブボルトで取り付けます。
ストレートガイドに付いているノブナットを緩めると案内面が自由に動くようになっています。
ビットが適正な位置にくるように案内面を動かし、ノブナットを締めて固定します。

加工を行うときは、移動方向に向かってストレートガイドが材料の右側にくるようにセットします。
そしてベースプレートを材料の上面に、案内面を材料の側面にそれぞれ密着させて行います。
移動中にベースプレート、案内面が材料から離れないようにします。
円加工
ストレートガイドを使って円加工を行うことができます。
円加工を行う場合は、ストレートガイドの案内面は使いませんので、下の写真のようにノブナットを外して逆向きに取り付けます。
そしてストレートガイドに開けられている穴を利用して円加工をおこないます。
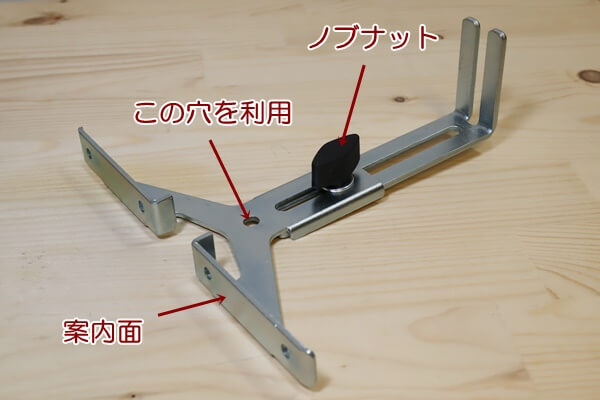
上記のストレートガイドを本体ベースにノブボルトで取り付けます。

円加工を行う材料の中心に釘か木ネジを打ち、ストレートガイドの穴に差し込み回転の中心とします。
中心からビットまでの距離が円加工の半径となりますので、ノブナットをゆるめて寸法を調整して決まったらノブナットを締めて固定します。

円加工を行う場合は、右回りに本体を移動しながら加工します。
ダブテールガイドの使い方
ダブテールガイドはテンプレートガイドとも呼ばれていますが、ダブテールガイドを使うと型板を使ったならい加工ができます。
同じ形の加工が多い場合は、型板を作っておくといつでも同じ加工が沢山できます。
ダブテールガイドは円形をした金属製のパーツで、中心に穴があいています。
ベースプレートに取り付けるためのダブテールガイド用ナットが付いています。

取り付け方法
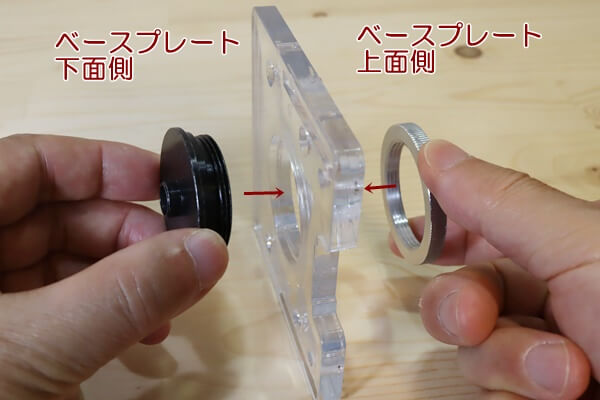
ダブテールガイドはベースプレートに取り付けて使用します。
まずはベースプレートを取り付けている4本の小ネジをゆるめ、ベースプレートを取り外します。

ベースプレートの下面側からダブテールガイドを差し込み、ベースプレートの上面側からダブテールガイド用ナットでねじ込んで固定します。
取り付けると下記の写真のようになります。
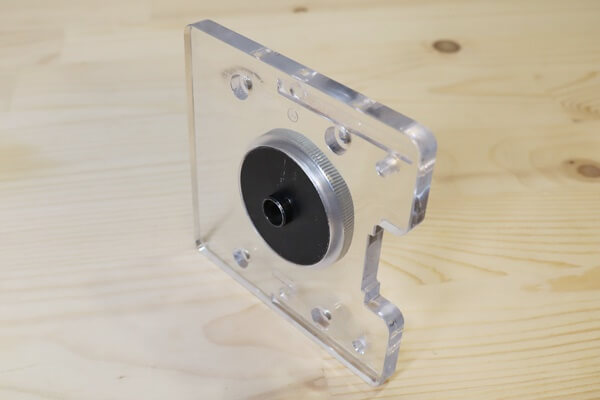
取り付けられたベースプレートをベースに戻し、小ネジで取り付けます。

使い方
ダブテールガイドを使ったならい加工を行う場合は、下記の写真のようにセットします。
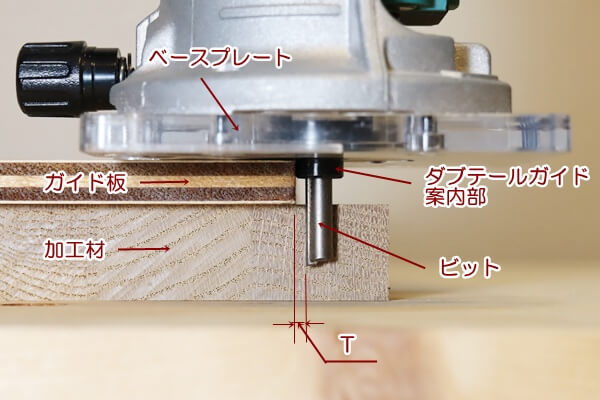
まず最初に合板等を使ってガイド板を製作します。
このガイド板にダブテールガイドの案内部を沿わしながら加工します。
作られたガイド板に忠実にならって加工しますので、ガイド板は正確に作る必要があります。
またダブテールガイド案内部には厚みがありますので、ガイド板とビットとの間には数ミリ程度の寸法差(T)があります。
したがってガイド板を製作する場合は、実際のビットの加工位置とガイド板とのの寸法差(T)だけ小さく作ります。

豊富な種類のビット
トリマーはビットと呼ばれる特殊な刃物を高速回転させて溝堀り加工や面取り加工を行います。
ビットにはギンナン面、サジ面、溝を掘るための専用のビットがありますが、その他にもいろいろな面取り加工をするためのビットが用意されています。

まとめ
トリマーは豊富に用意されているビットを使うことによって各種の加工を行うことができます。
溝加工、飾り面取り加工、接合加工などワンランクアップの加工ができます。
丁寧な取り扱いをすれば操作自体は難しくはありません。
ぜひトリマーを使って思い通りの作品作りを行ってみてください。
DIY用品につきましてはこちらから

集成材、無垢材はこちらから
● モクザイヤ








コメント